Cours sur les procédés d'Assemblage - Construction Mécanique
INVENTAIRE DES ASSEMBLAGES
1. ASSEMBLAGES DEMONTABLES
Les assemblages sont des éléments de la construction mécanique, nous les citons pour mémoire.
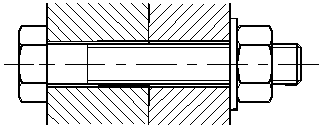
Boulonnage
|  |
Vissage
|  |
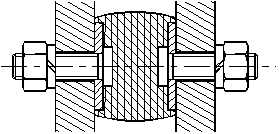
Goujonnage
|  |
Eléments élastiques
Utilisation de l’élasticité comme fonction
Elasticité utilisée pour le montage (circlips)
|   |
2. ASSEMBLAGES NON DEMONTABLES
2.1. ASSEMBLAGES MECANIQUES
Emmanchement forcé
| 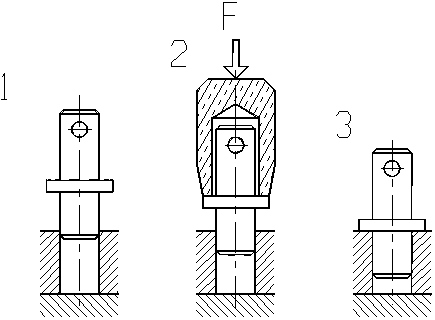 |
Rivetage
Rivets pleins
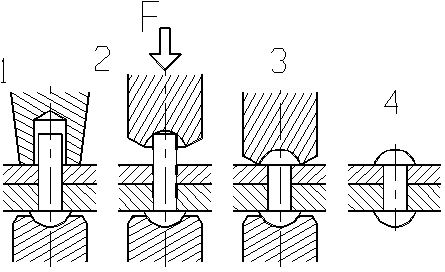
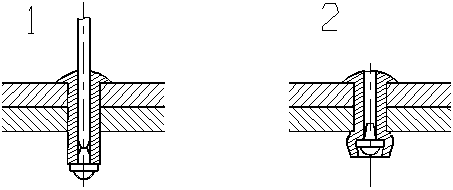
Rivets tubulaires ("Pop")
1 - mise en place du rivet
2 - rivet posé (la traction sur la tige a formé un obstacle sur l'extrémité avant de se rompre)
|   |
Agrafage
|
droite simple droite double rabattue double recouvrement
|
2.2. ASSEMBLAGES THERMIQUES
2.2.1. Frettage
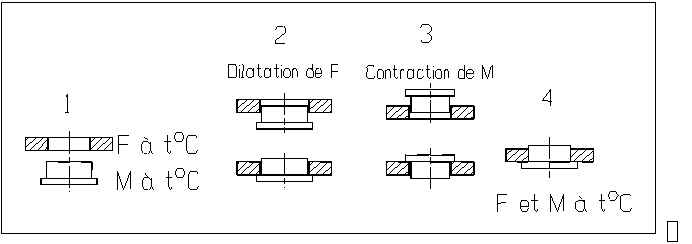
Pièces M et F à assembler F chauffée ou M refroidie pièces assemblées
2.2.2. Soudage autogène
Ce soudage assure (par fusion ou plastification de la matière) une continuité physique et chimique des pièces soudées. Le contour intéressé des pièces participe au bain de fusion. Ce soudage nécessite une même identité structurelle et chimique des matériaux à souder (par exemple, pour un acier : même nuance)
La matière d'apport (si utilisée) doit être identique aux pièces à souder.

2.2.3. Soudage hétérogène

Ce soudage, spécialement métallique, n'assure qu'une continuité physique. Il y a discontinuité chimique. En effet, seul le métal d'apport sera fondu. Les pièces garderont leur contour et pourront être de natures différentes. La température de fusion du métal d'apport sera inférieure à celles des pièces à souder.
2.3. COLLAGE
Assemblage de pièces grâce à un contact intime avec un adhésif. Selon le type d'adhésif les liaisons seront interatomiques ou intermoléculaires.
L'état de :
- la surface ;
- la forme ;
- la propreté.
est essentiel pour la tenue mécanique de ce type d'assemblage.
Un adhésif est un matériau généralement organique qui assure la liaison entre deux matériaux qui sont de même nature ou de natures différentes l'un et l'autre. Dans le premier cas, l'assemblage réalisé sera dit homogène, dans le second cas, on parlera d'assemblage hétérogène.

SOUDAGE HETEROGENE
1. DEFINITION
Les soudures sont dites hétérogènes lorsque le métal ou, plus généralement l'alliage utilisé pour la soudure, est différent de celui des pièces à assembler. Généralement, seul le métal d'apport est fondu ; il est ainsi possible dans certains cas de souder ensemble deux métaux ou alliages différents. On distingue le soudo-brasage et le brasage.

Soudo-brasage
Aucune dilution du métal de base dans le métal déposé.

Brasage
La brasure se propage par capillarité entre les tubes.
Phénomène d'accrochage

Direct ou mécanique.
Par infiltration du métal d'apport au joint des grains du métal de base. La résistance de l'assemblage est, dans la majorité des cas, égale à celle du métal d'apport (résistance la plus faible).
Indirect ou physico-chimique.
Par infiltration et diffusion à chaud avec formation d'alliages de titres divers. La résistance de l'assemblage est égale à celle du métal d'apport ou de l'alliage occasionné par le brasage.
2. SOUDO-BRASAGE
Les techniques opératoires ainsi que les préparations sont comparables à la soudure autogène oxyacétylénique. Les bords des pièces ne sont pas fondus mais seulement porter à la température de "mouillage" (pour l'acier 700 à 950°). L'assemblage s'opère par " diffusion moléculaire " du métal fondu dans le métal de base et donne lieu à la formation d'un phénomène dit d'accrochage.
2.1. Choix du métal d'apport
Pour l'assemblage de l'acier, de la fonte, du cuivre, on utilise du laiton ou du maillechort, contenant du silicium, dont les points de fusion se situent entre 850 et 950°c, exemple de laiton : Cu 58 % Zn 40 % Sn 0,9 % Si 0,5 %. Pour l'assemblage de l'aluminium et ses alliages le métal d'apport est alors un alliage d'aluminium à 5 % ou 10 % de silicium.
2.2. Préparation des pièces
Les pièces peuvent être assemblées bout à bout ou en angle. Au-dessus de 4 mm on chanfreine en V à 80°. Le soin apporté au nettoyage des bords est une condition indispensable à la réussite de l'assemblage. Tous les procédés de décapage peuvent convenir :
- décapage mécanique : limage, grattage, meulage, sablage ...
- décapage chimique.
Pendant l'opération d'assemblage, l'emploi d'un flux chimique est indispensable. Il a pour but, soit d'empêcher la formation d'oxyde sur la surface des pièces pendant le chauffage, soit de scorifier les oxydes qui pourraient se former pendant le soudage. Il se présente sous forme solide (poudre) ou pâteuse ou gazeuse. Les poudres et les pâtes sont à base de borax (borate de soude) et d'acide borique.
2.3. Utilisation
Le soudo-brasage est très employé pour la fabrication ou la réparation de pièces de toutes sortes en fonte, en acier, en bronze ou en cuivre, ainsi que pour le soudage de la tôle galvanisée et pour l'assemblage de métaux différents (acier-fonte, cuivre-acier). Il s'applique également sur l'aluminium et ses alliages.
3. BRASAGE
L'assemblage obtenu par capillarité, est toujours à recouvrement ou à emboîtement. Le jeu entre les surfaces à assembler doit être faible, inférieur à 0,1 mm. Comme en soudo-brasage, un décapage soigné doit être réalisé et l'emploi d'un flux chimique obligatoire.
La résistance mécanique du joint dépend de la résistance du métal d'apport et de la surface d'accrochage (6 à 10 e). La température des pièces doit être au moins égale à celle de fin de fusion de l'alliage utilisé.
Brasage fort : La température de fusion > 450° - Exemple : Brasure à l'argent (cu + zn + Ag).
Brasage tendre : La température de fusion < 450° - Soudure à l'étain (alliage plomb + étain), température : 180 à 400° c.
APPLICATIONS DU BRASAGE
Le brasage est employé à la place du soudage autogène :
- Lorsqu'il est nécessaire de diminuer l'échauffement des pièces.
- Pour limiter le plus possible les déformations.
- Pour faciliter l'exécution du joint sur pièces minces ou de masses très différentes.
- Pour réduire les tensions et éviter l'altération du métal de base.
- Lorsque le métal constituant les pièces à assembler n'est pas soudable (aciers durs, AU4G etc.).
- Lorsque les pièces sont de nature différente.
- Lorsqu'un bel aspect est indispensable.
Quelques exemples :

Commentaires
Enregistrer un commentaire